原创 范学民 泵友圈 2023-12-23 08:29 发表于北京

文| 范学民,沈阳格瑞德泵业有限公司
摘要: 除鳞泵是钢厂除鳞系统的关键设备,除鳞泵能否长期、安全的运行成为影响钢铁表面质量和钢材产量的关键因素。本文通过鞍钢除鳞泵在运行中出现的问题,主要从轴承体和托架部件、筒体部件、泵轴几方面进行分析,提出几点改进设计的建议。
关键词:除鳞泵 振动 强度 断轴
1. 前言
鞍钢除鳞泵为国产高压多级双壳体离心泵。该泵主要存在振动过大、性能突然下降、断轴等问题。该泵的水力设计和泵的精心安装、操作与维护以及现场可能的安全规则不在本文的讨论范围。本文根据现场发生的问题,仅从泵的结构设计进行讨论分析,提出几点改进设计建议。
除鳞泵流量约为300m3/h~400m3/h,扬程约为2500m,间隙除鳞(变频)。由于该泵存在扬程高,转数频繁变化,介质含固体颗粒等恶劣的使用工况,又因为除鳞泵是钢厂除鳞系统的关键设备,所以该泵在设计时应该把克服恶劣的使用工况,保证泵安全稳定的运行放在首位。
2. 原泵结构
鞍钢中厚板原用除鳞泵为国内某知名水泵厂的产品。如附图1所示,该泵主要由转子部件、吸入涡室、筒体部件、中段、导叶、平衡机构、后泵盖、托架、轴封组成。
转子部件是用两个径向轴承部件和推力轴承部件完成径向支撑和轴向固定,推力轴承部件的扇形块承受泵的平衡机构没有完全平衡掉的残余轴向力。叶轮的吸入口都朝向泵的吸入端,逐级滑装在轴上。在末级导叶和后泵盖之间装配可压缩的缠绕垫组,使后泵盖能够可靠地把“泵芯”压在泵筒体部件内。泵两端轴封采用填料密封。
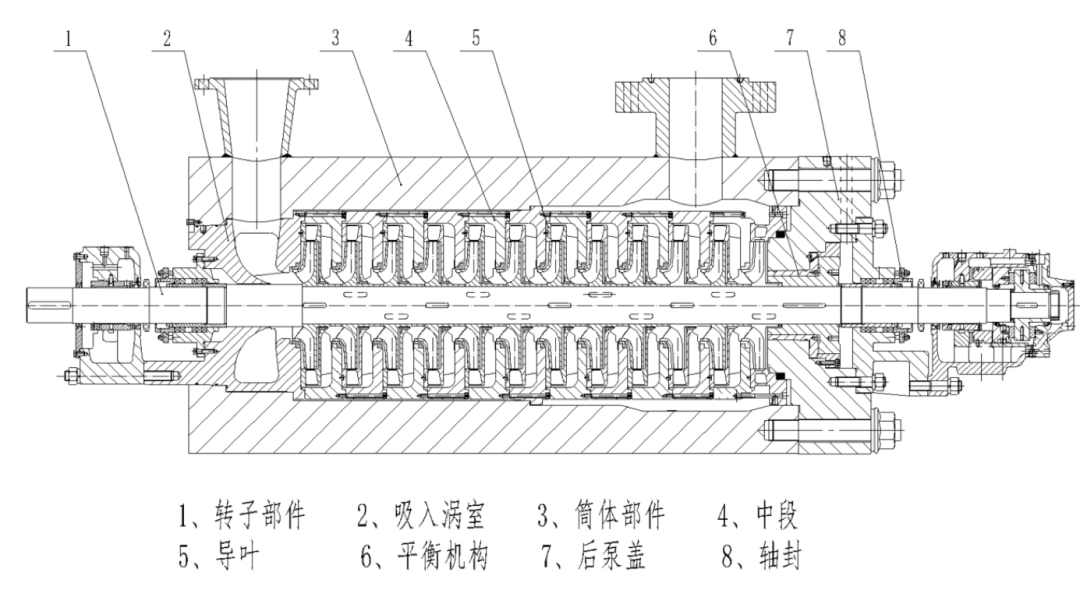
图1
3. 现场故障的表现形式与分析以及改进方法
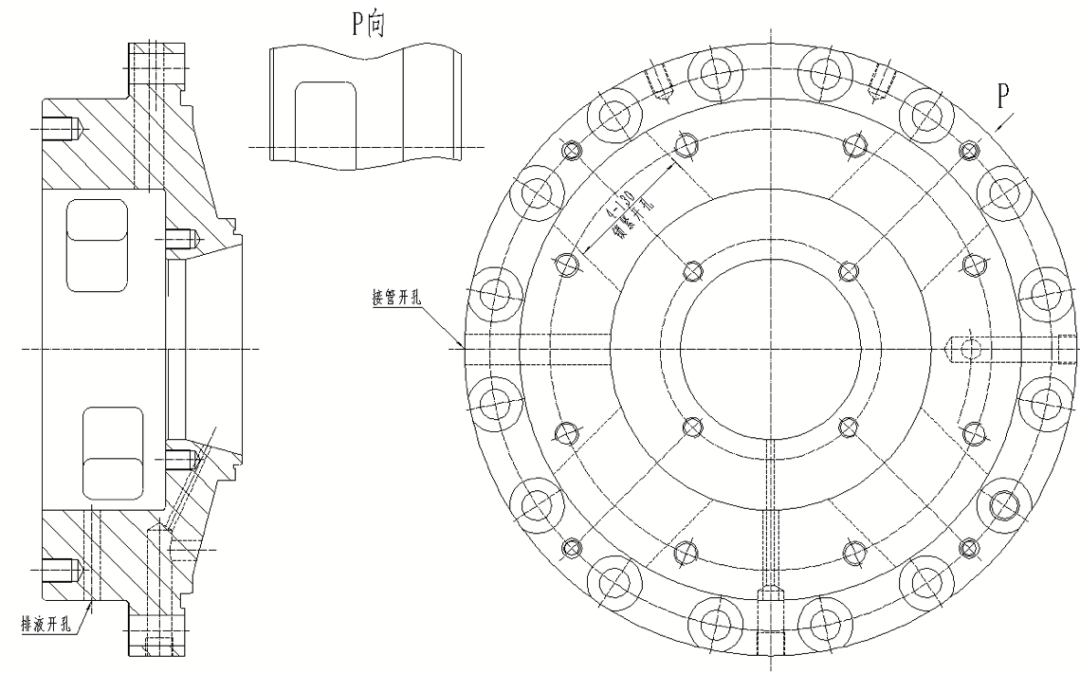
该泵出厂时轴承体振动值在4.2mm/s左右。随着使用与维修次数的增多,轴承体的振动值越来越大,高时达到7.5mm/s。过高的振动会增加耐磨环和转子的磨蚀,降低泵的效率,严重时会引起停机,付出高昂的代价。精心的加工,严格的检查和细心的安装可以有效地减小振动。但是由设计引起的振动不容易被发现和解决。该泵振动故障频谱特征为2倍频(2X)。产生2倍频的原因较多,排除转子不对中、摩擦和部件松动等原因,最有可能引起振动的原因是轴承[1]。分析原泵结构,托架部件和轴承体部件是该泵的薄弱点,该泵的轴承体和固定轴承体的托架部件均采用了下半圆支撑的形式的设计,这种设计降低了托架的刚度和轴承体的稳定性,存在引起振动的隐患。因此在改进设计时,要着重加强轴承体和托架部件的刚度。轴承体和托架部件改为整圈设计。要尽可能的减少托架部件开孔的数量和减小开孔的大小。托架部件的开口只需要满足完成机封锁紧功能和接管功能,应该最大限度的增大托架部件的刚度。改进后的托架部件(密封函体)如附图2。
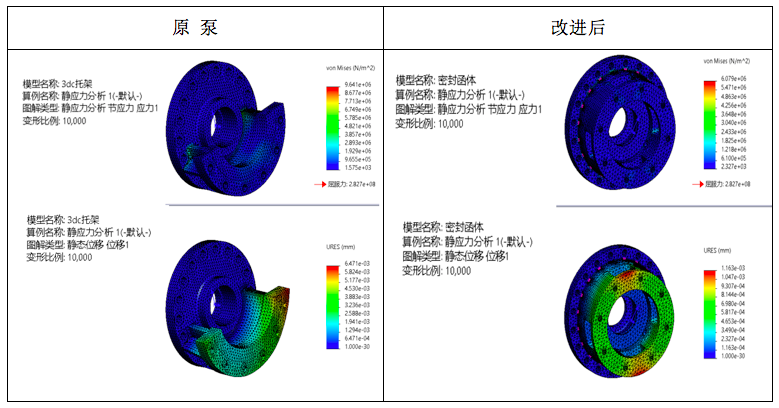
在相同的边界条件下,通过simulation分析得出:设计改进后托架的最大应力为原泵0.63倍,设计改进后托架的最大位移仅为原泵0.18倍。如附图3所示;
该除鳞泵在鞍钢现场运转一段时间,出现压力突然下降的现象,已经无法达到中、厚板的除鳞要求,被迫停泵检修。拆解检查该泵发现,叶轮和导叶流道无明显缺陷,导叶和中段密封面完好无损。定子密封环和转子密封环间隙在设计范围内。但在检查筒体部件时发现,在泵的吸入口与吸入涡室外径处(附图4 R1处)有贯通孔,出现了打“回流”的现象。
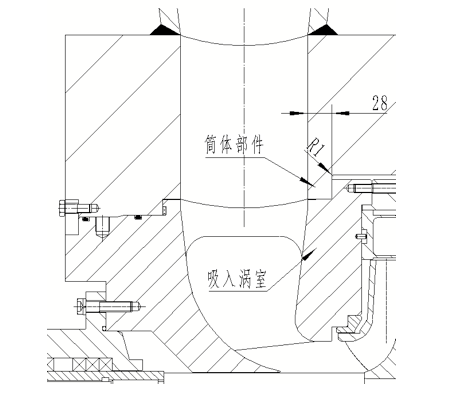
图4
经分析,该处压差最大,需要有足够的强度,而原泵设计没有引起足够的重视,也没有采取相应的措施,导致该处被击穿,出现贯通孔。由于鞍钢现场管道施工困难,导致无法采用偏移吸入口来增加该处厚度的措施。因此,只能在不更改现场安装尺寸的前提下做一些设计改进。分析泵筒体部件的原设计,可以从以下几方面进行设计改进:(1)增加筒体部件承受压差部位的厚度。满足安装要求的同时减小吸入涡室法兰厚度,更改首级中段和首级导叶的轴向尺寸。使筒体部件承受压差部位的厚度由原来的28mm增加到43mm,达到增强筒体部件承受压差部位强度的目的。(2)更改筒体部件应力集中点。筒体部件承受压差部位圆弧R1不足以满足减小应力集中的需求。加大圆弧(径向和向吐出口方向)完全不影响筒体部件的强度,如附图5所示。这种改进经过有限元分析发现有效的减小了应力奇异点【2】,增强应力集中点位置的耐压能力。
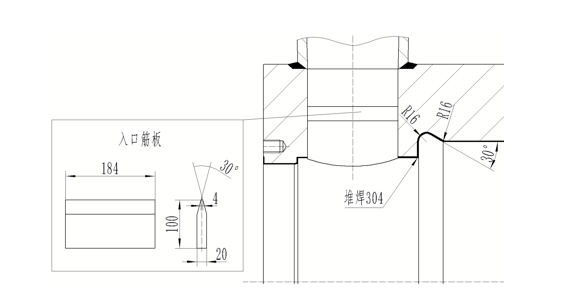
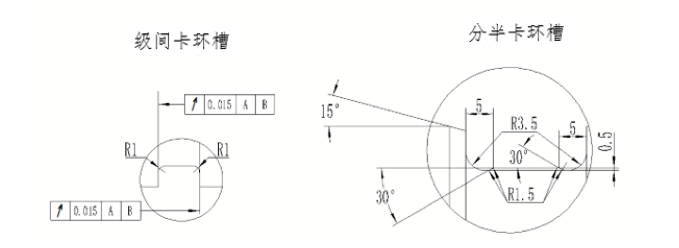
(3)增加入口加强筋板。为了减小筒体部件承受压差部位的变形,不影响流量的情况下,在筒体部件吸入口位置(低压侧)焊接一个20mm厚的入口加强筋板,加强筋板焊前应加工出焊接坡口,焊后要求对焊缝进行严格的检测,保证加强筋板牢固的同时,减小筒体部件薄弱点的变形。原泵轴断裂主要集中在首级叶轮轴肩处。原泵轴叶轮处轴径为110mm,两轴承支撑点之间的跨距为2573mm,长径比约为23.39。该值大于20的经验值[3],证明该泵的转子刚度不足够。如图1所示,原泵叶轮采用“串糖葫芦”的结构设计,后一级叶轮依靠前一级叶轮定位,这样,所有叶轮产生的轴向力均作用在首级叶轮轴肩处。因此原泵在首级叶轮轴肩处出现了泵轴断裂的现象。(1)在水力尺寸允许且满足现场安装的要求下,将叶轮处轴径提升至¢125mm, 轴承支撑点之间的跨距缩短到2450mm,长径比约为19.6,略小于20的经验值。(2)将叶轮的固定方式改为“逐级单独定位”,每个叶轮通过级间卡环独立的固定在轴上,减小首级叶轮轴肩处的受力。但应注意,合金钢对应力集中的敏感度高,级间卡环槽和分半卡环槽处极易产生应力集中和疲劳失效,如果此位置圆弧小,就会形成很高的局部应力集中,存在泵轴断裂的风险。要尽可能的加大此位置的圆角。如附图6。
(3)选用更高强度的泵轴材料。17-4PH(ZG0Cr17Ni4CuNb)是一种典型的马氏体沉淀硬化不锈钢,该材料含镍量低,马氏体转变温度高于室温,经马氏体转变后,再经480~620℃时效处理,使强度进一步增强。在400℃以下有良好的高温力学性能。各项力学性能指标均优于3Cr13,更适合作为除鳞泵上传递大扭矩的泵轴使用。两者力学性能指标如表1所示。

(4)更改叶轮键槽的布置形式。实践证明,相邻两叶轮的键槽180°对称布置很容易在键槽处产生应力集中。将相邻两叶轮的键槽改为120°布置,使泵轴受力更均匀。除鳞泵作为除鳞系统的重要设备,是影响钢材产量和质量的最关键因素,以及该泵频繁升降速的工况要求除鳞泵的设计必须具备比其它大型高压泵更高的安全系数。本文只是从鞍钢现场出现问题零部件的设计提出了几点改进设计建议,该泵其他零部件的设计验证也是必不可少的。随着科技的发展,CFD也应成为设计验证和确认的可靠手段,从设计角度最大限度的减小引起现场故障的可能。除鳞泵的制造、安装和维护同样重要,只有保证做好各个环节,才能保证除鳞泵长期、稳定、安全的运行,为钢厂中、厚钢板的产量和质量提供有力的保障。
[1] 杨绍宇,刘晓锋,童小忠,陆颂元 大型锅炉高能给水泵振动故障分析与诊断方法[J]. 汽轮机技术,2006,6
[2] 张晔 Solidworks Simulation 有限元分析应用引导教程
[3] 高博 筒形多级泵泵轴加工工艺研究[J]. 大连理工大学 2013

